| Up On ARs |
0
By Glen Zediker
The barrel truly is the heart of a rifle. It’s the most important component. Barrel quality plays the biggest role in on-target accuracy. Spending up for a known-good barrel produces the consistently smallest groups.
There are also other factors or contributors to barrel performance beyond just “pure” quality. The internal specifics, lands and grooves come first to mind. First, grooves are the low part and lands are the high part and there’s an equal number of each. The grooves are usually pretty much caliber diameter, the lands are taller, and therefore a smaller diameter. On its trip down the barrel, the bullet rides the lands; they drive it, imparting spin.

There are three quality checks any good barrel should pass: straightness, uniform
internal dimensions and uniform twist rate from end to end. This last doesn’t get
paid much attention to, but it’s very important for a barrel launching a bullet over
a lot of real estate. Cut rifling has an advantage here, but so does buttoning if the
button is motor-driven using a leade. Last: a barrel should never be bigger internally
at its muzzle than elsewhere. It’s a common occurrence when AR-15 barrels are turned
down as much as they are for some configurations. This here is a right skinny tube—an “M4”
contour—and there’s been a lot of metal removed from its original exterior (which is
often up to 1.25 inches before any machining).

Given the advantages of polygonal bores, it might turn out to be the “next big thing”
in barrels, even though it’s been around a good long while. Might find this interesting:
the reason for the whole “land-and-groove” configuration came from the need to provide space
for lead bullets to deposit their residue without “sealing” the bore. It’s just stuck around.
(And, no, do not shoot lead bullets in the polygonal barrel! They’ll just smear their way
through it.) A few good handguns have poly bores.
The lands, or rifling, are formed by one of three essential ways. Most common is with a button. A button is a spherical tool with the grooves machined into it. This is either pulled or pushed through a drilled barrel blank, displacing metal and, essentially, leaving the lands standing. It’s a swaging process, not a cutting process.
Cut rifling is a machine cutting operation usually (and best) done with a single-point cutter. In this the operator cuts each groove. Hammer forging is pretty much pounding the heck out of a barrel when a rod-like piece containing the groove and land impressions is within the drilled bore. It’s done with hydraulics and is more popular in Europe than here. There are also some now being CNC-produced with EDM technology, and it’s a precise process.
All these methods can and do produce very good barrels. My choice is cut rifling. There are, of course, reasons: one is it’s less disruptive to barrel dimensions, indirectly. Lemme splain. When metal is removed from the outside of a barrel the internal dimensions change. Specifically, they get a little bigger around. Any and all good barrel makers take steps to end up with a barrel dimensioned correctly. This is done through calculating minuscule fractions, and effected usually through lapping the interior post-production to arrive at a perfected final size.
However, some of this gets into play again when the barrel is final-contoured (taken to a smaller diameter and often also tapered). See, for buttoning to work correctly the barrel exterior has to be parallel to start. If it’s not then the button will more or less expand the steel on the interior. Cut rifling can happen at any stage. If the cut rifling is done at some point after at least rudimentary contouring is done, this just about guarantees a more dimensionally uniform barrel, at this point. (Again: it’s a tad amount moot because the truly good button barreler’s finished product is dimensionally correct.) It’s a question of workmanship, and when the workmanship might not be dedicated (less-expensive barrel), cut rifling can have an advantage.
Other “general” differences between cut and button are button barrels are usually smoother after the process. Cutting, after all, is cutting: it’s leaving tool marks. Again (and again) the cut-rifle barrel-maker with a conscience is going to finish the job using the lapping process to smooth the interior prior to boxing and shipping.
This is also one of the purported benefits to the hammer-forging process. Barrels are smooth and dimensionally correct at the end of the treatment. The bore interior starts bigger and gets pounded down to spec. There’s a good deal of stress involved and so it’s most important a hammer-forged barrel be stress-relieved. I don’t know of any custom-done hammer-forged barrels. They’re not even a little bit popular with competitive shooters. This doesn’t mean they aren’t good. Main reason hammer-forged is popular is it’s a faster way to a good barrel for a big outfit with all the necessary tooling. Less time spent, mo’ money made.
Chrome-lined barrels are popular in mil-spec applications, and those usually start off as either broach-cut or button-rifled to a dimension sized to accommodate and account for the chrome-lining thickness. It’s done just about exclusively for corrosion resistance, although the very hard material will resist flame cutting a little more and a little longer than “plain” steel. Can’t really recommend chrome-lined barrels from an accuracy standpoint, although I’ve had some that shot really, really well (on Colt-brand HBAR’s). Most call this “luck” and does not reflect on an inherent improvement from the process.
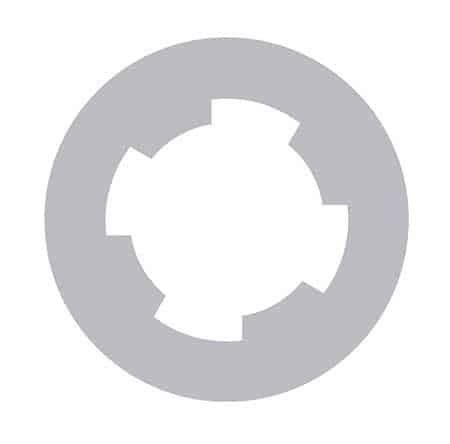
Here’s 4-groove rifling. Most barrel makers use about 0.005-inches “height” for the
lands; some cut-barrelers go another 0.001 or 0.002. Taller lands equals smaller
inside diameter opening for the bullet to ride, and this can mean a little longer
life and almost always a little extra pressure. It’s common to need to reduce the
load a might with cut rifling.
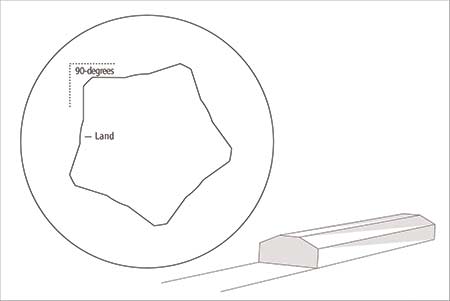
Here’s an illustration of Boots Obermeyer’s proprietary “5R” rifling, seeing growing
use in factory rifles today. Boots is a cut-rifler who produces championship-winning barrels.
The cut process provides an easier means to attain precision and options in land and groove
profiling and this process can be done at any point in the manufacturing process. When it’s
done later on (after contouring), dimensional consistency and correctness is better assured.
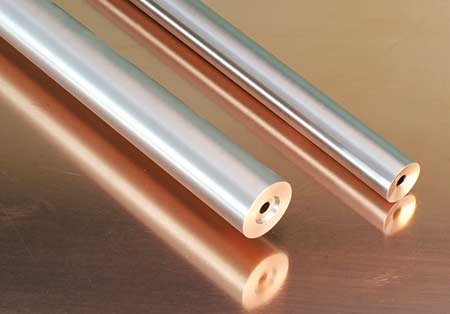
A barrel doesn’t have to look like a Red Bull can to shoot well. These Krieger barrels
shoot identically well (the smaller one is actually on the best-grouping AR-15 Glen owns).
A properly stress-relieved and final-finished barrel performs as well at a smaller diameter
as at a large diameter. Matter of fact, one of the reasons bigger barrels sometimes show
better on target is because their internal dimensions are closer to what the rifling process
initiated, but it won’t matter what the external size is with a well-done barrel.
There’s a relatively new treatment process becoming popular, said to increase corrosion resistance and harden the surface. The trade name is Melonite and it’s a salt-bath treatment that essentially closes the pores on the metal. Technically, it’s a QPC (“quench, polish, quench”) ferritic nitrocarburizing (nitriding) process. I’ve yet to try one but know a few who think it’s worthwhile. There have been a few such coatings marketed over the years and, so far, they pretty much came and went. As always—always—treatments and coatings and the like can’t make a barrel shoot better. The only thing making a barrel shoot better is high-precision production.
Most barrels we’ll come across have six grooves. This is fine. I think fewer grooves has at least an “on paper” advantage. Going around the inside circumference, the engagement angle on four grooves is shallower than on six grooves. This is less disruptive to the bullet, but I am hard-pressed to find a majority consensus to join me in said belief. There is also most usually a little wider land with a 4-groove. But don’t worry, six shoots fine. And dandy.
Another idea proven to have merit is an odd number of grooves might be better. With an odd number, no lands directly face each other, which creates a little more “cradling” effect for the bullet. Viable testing done by some Palma and military teams showed three or five grooves shot mil-spec bullets more accurately. These bullets are prone to suffer torque-induced core/jacket integrity disruptions. And another very viable rifling design is polygonal, where the traditional lands and grooves are replaced by “hills and valleys” in a rounded polygonal pattern, usually taking the form of a hexagon used for rifles. There is less gap between bullet and barrel interior and less deformation (less “bite” into the bullet). A poly-bore-barrel will take less propellant to get the same velocity, because the bullet obturates more fully (fits the bore), and some (me for one) have found ultimately there’s a little additional speed available. David Tubb has won more than a few titles using Gary Schneider polygonal barrels.
Next time: Everything else I’ve missed up to this point! Twist rate, chambering, selection tips.
The preceding was a specially adapted excerpt from The Competitive AR15: The Ultimate Technical Guide by Glen Zediker. Check it and other materials by Glen at
Purchase A PDF Download Of The May 2017 Issue Now!